Fehlererkennung einer Offset - Druckmaschine
Immer wieder muss ich beobachten, dass es an der Druckmaschine zu verschiedenen Problematiken kommt die man durchaus vermeiden kann. Alleine durch Lokalisierung und Eingrenzung der Fehlerquellen, kann man sehr viel Zeit und Geld sparen. Durch die Eingrenzung können gezielt Ersatzteile und Einsätze geplant werden. Das setzt aber voraus das Regelmäßig die Wartungen durchgeführt wird und offensichtliche / Bewusste Mängel auch Zeitnah /planbar ersetzt bzw. behoben werden.
Ich möchte nun auch die Diskussion von keine Zeit und die Teile und Techniker sind so Teuer hier nicht aufnehmen.
Meine Meinung dazu:
Regelmässige Kontrolle, Pflege, Wartung, Wechseln von Verschleißteilen und Reparaturen sind für eine stabile Produktion und Planung sehr wichtig. Eine Maschine verdient nur Geld wenn diese Stabil läuft und wenig Ausschuss produziert. Qualitätsverlust und Reklamationen sollten vermieden werden, darum sind geplante Standzeiten besser als unerwartete.
Deshalb sucht nicht nach Ausreden, sondern nach Lösungen. Wenn euer Auto den Serviceintervall anzeigt oder komische Geräusche von sich gibt, kommt Ihr auch ins Handeln!!!
Nun zurück der Lokalisierung der Fehlerquellen.
Aus diesem Grund habe ich für mich ein Analyse Protokoll entwickelt, dass ich vorab an die Druckerei schicke.
Warum:
Da jeder Mensch eine individuelle
Wahrnehmung und Betrachtungsweise hat,
sich Problematiken nur sporadisch bemerkbar machen und schlechtem Kommunikation
Fluss.
Deshalb kann
ein Protokoll dazu genutzt werden, Probleme zu erkennen und zu kommunizieren
bzw. Protokollieren.
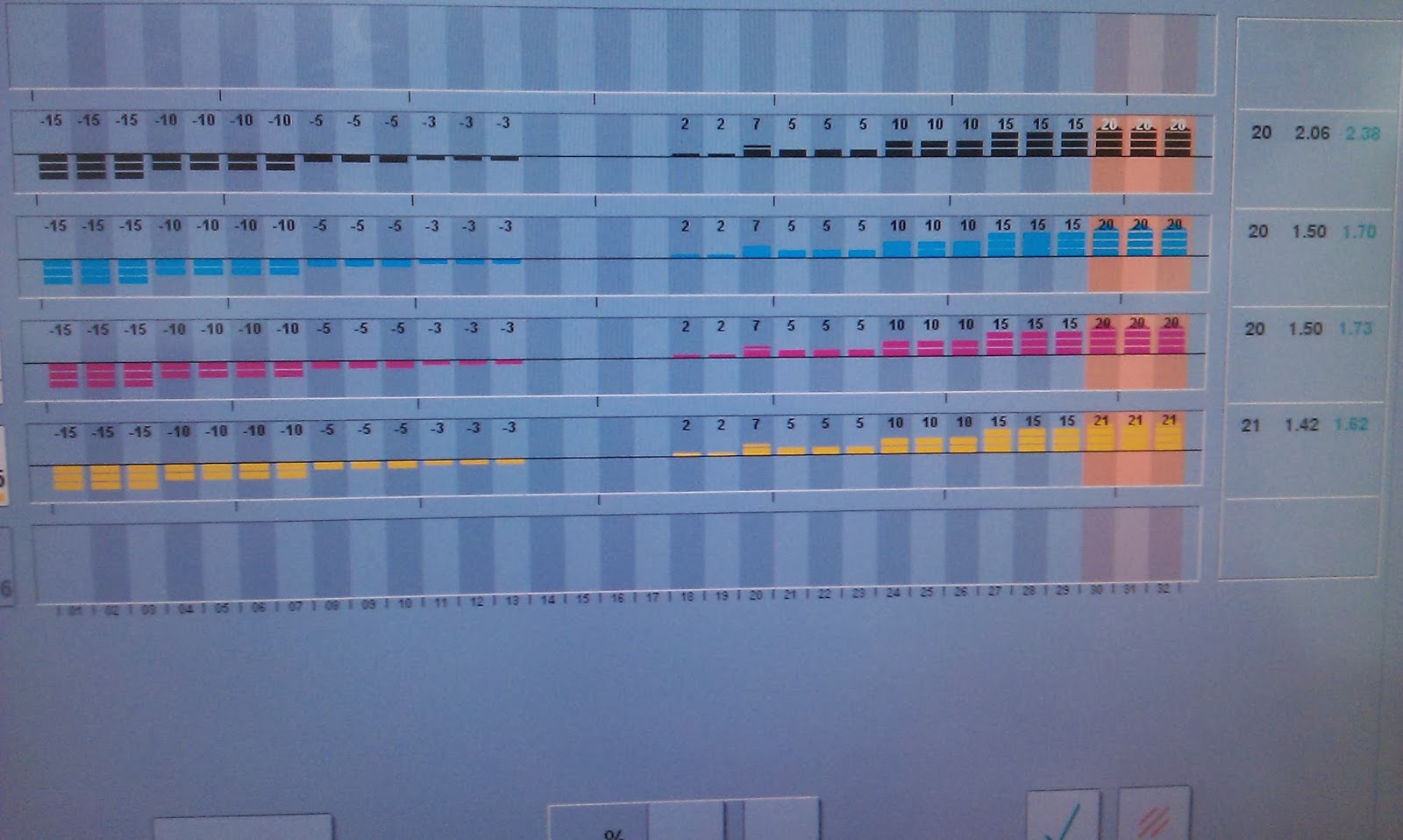
Hier mal
mein Protokoll als Muster.
Interne
Protokolle können durchaus kleiner gehalten werden. Nur wird ein unabhängiger
Dritter ins Spiel kommen, so fängt dieser wieder von vorne an. Um diese
Zeitverschwendung und Eingrenzung zu umgehen ist eine schriftliche Aufzeichnung
enorm wichtig. Vor allem bei Mehrschichtbetrieben kommt es immer wieder zu
unterschiedlichen Aussagen und Problemen.
Wichtig!!! Bitte, legt immer mehrere Druckbögen
fortlaufend zur Ansicht weg. Am besten
mit kurzer Info in Spiegelstrich Manier oder Protokoll angeheftet!
Sollte es
euch schwer fallen den Fehler zu lokalisieren, so könnt Ihr folgende Maßnahmen
abarbeiten um diesen einzugrenzen.
-
Einzelabzüge je Druckwerk (jedes Druckwerk wird separat
abgedruckt und beurteil auf Ausdruck, Justage, Farb/Wasserbalance usw.
Professionell mit Feuchtetestform oder 70er Rasterfläche. Im Schnelltest mit
letzter Druckform.
Die Laufleistung der Farb und Feuchtwalzen sowie, deren Zustand sollten bekannt sein .)
Die Laufleistung der Farb und Feuchtwalzen sowie, deren Zustand sollten bekannt sein .)
-
Fläche / Wolke je Druckwerk (jedes Druckwerk wird ohne Feuchtwerk abgedruckt um die
Pressungseinstellungen zu kontrollieren. D.h. Man druckt die Vollfläche mit
0,07mm unter eingestellter Bedruckstoffstärke und fährt schritt für schritt die
Pressung ran bis eine gut ausdruckende Fläche entsteht. Dadurch können Löcher i
Zylindern,Gummituch und Differenzen von AS/BS erkannt werden.) Achtung!!! Vorher die Höhe des Gummituches
überprüfen, die beste Beurteilung bekommt Ihr mit einem Neuen GT + Unterlage.
Weil alte Gummitücher zur Fehlinterpretation führen könnten.
-
Anlagepasser (hier wird nur mit dem DW 1 gedruckt
und die Druckbögen nochmals gedruckt. Praktisch 2x. Achtet darauf, dass der
Bogen sauber an den Vordermarken anliegt und der Ziehwinkel angepasst ist.
Beurteilt wird die Ziehseite und Vorderkante. Bei seitlichen Differenzen von
der Ziehseite weg, denkt an die Laufrichtung .Am Sinnvollsten ist Schmallbahn))
-
Wendepasser (nur das Druckwerk vor und das erste
Druckwerk nach der Wendung im S/W drucken. Am besten mit ordentlichen
Passmarken, damit die Beurteilung nicht so schwer ist. Eine ordentliche
Ausschußform setze ich jetzt mal voraus. Die gedruckten Bögen Visuell auf
Durchsicht überprüfen, danach die halbe Pass /Schnittmarke über die gesamte
Länge auf AS/BS wegschneiden, auffächern und beurteilen. Achtung! Die Anlage ändert sich mit dem Umstülpen in der Wendung.
-
Dublierprobe (dublieren erscheint immer erst mit
dem Abklatsch auf das nächste Druckwerk. Durch Übergabedifferenzen oder
Schwingungen meist durch mechanische Ursache, kann man verschiedene Rhythmen
und Erscheinungen bekommen. Deshalb
immer mehrere fortlaufende Bogen begutachten. Immer ein Druckwerk normal
drucken und das nächste nur unter Druck laufen lassen. Beispiel. DW 2 drucken
und DW 3 nur mit Pressung drucken. Das
mit jedem Druckwerk außer mit dem letzten, das geht bekanntlich in die Auslage
und kann kein Abklatsch mehr erzeugen. )
-
Registerprobleme (Zur Definierung: Häufiges
nachkorrigieren der einzelnen Register im Fortdruck, Passerdifferenzen nach
wieder Anlaufen lassen, nach Stopper, Bock Wechsel usw.
Überprüfung. Platte Aus / Ein
spannen. Registermotoren zu jeder Seite Anschlag fahren und wieder auf
Ausgangsposition. Maschine anhalten und Rückwärts tippen. Häufig kommen
Registerprobleme vom Plattenmaterial, Autoplate oder Zylinderlagerungen.
Mit diesen
Methoden könnt Ihr die Fehleranalyse relativ zügig eingrenzen und bestimmen.
Weitere Maßnahmen können eingeleitet werden.
Ich freue mich auf Kommentare und Anregungen. Gerne auch per Email.
Frohes Schaffen
Euer Uwe Schulczek
Ich freue mich auf Kommentare und Anregungen. Gerne auch per Email.
Frohes Schaffen
Euer Uwe Schulczek


Kommentare
Kommentar veröffentlichen